بال ولو یا شیر گازی کلاس 800
شیر توپی کلاس 800 برای قطع و وصل و کنترل جریان سیال در تمامی خطوط پایپینگ صنعتی استفاده می شود. شیر توپی که به آن بال ولو و شیر گازی فشار بالا هم گفته می شود با روش های ریخته گری و فورج قابل تولید است.
شیر توپی فولادی دنده کلاس 800
شیر توپی کلاس 800 یکی از پرکاربردترین شیر مورد استفاده در صنایع و پتروشیمی و پالایشگاه نفت گاز روغن داغ و غیره می باشد. این نوع شیر صرفا باید برای قطع و وصل جریان در حالت نیمه باز برای کنترل حجم سیال مورد استفاده قرار بگیرد. عمر مفید بال ولو کلاس 800 به ½ کاهش می یابد، بال ولو کلاس 800 از بدنه (body) فورج تولید می شود، بدنه اصلی بال ولو کلاس 800 با دستگاه فورج به صورت یک تیکه تولید می شود و بعد با توجه به نوع اتصال دو تیکه بدنه به قسمت اصلی شیرتوپی کلاس 800 که در وسط قرار دارد نوع اتصال دنده و ساکت ولد مونتاژ می شود.
اول یک قطعه فولاد از جنس A105 یا استیل با گرید های مختلف به اندازه بدنه اصلی شیر توپی با حجم فشرده شدن و دور ریز در نظر گرفته می شود و با دستگاه فورج هیدرولیک، دستی یا پنوماتیک فورج می شود. ساخت شیر گازی کلاس 800 به دو روش فورج سرد و فورج گرم انجام می شود. معمولا در حجم زیاد، تولید بال ولو کلاس 800 به روش فورج گرم انجام می شود، که ترک و تنش کمتری در پی دارد. بدنه شیر توپی کلاس 800 تا 800 درجه سانتی گراد توسط کوره های دوار یا القایی گرم می شود. سپس توسط خط اتوماتیک درون جیک و فیکسچر قرار می گیرد و پرس اتوماتیک با فشار بالا قطعه فولادی a105 را به شکل قالب طراحی شده توسط سنبه و ماتریس در می آورد که مشخصات آن در روی بدنه و پلاک درج شده است.
بعد از این مرحله، این بدنه فرم گرفته شده به واحد عملیات حرارتی ارسال می شود تا هرگونه تنش و مک یا هوا احتمالی برطرف شود. سپس در واحد تراشکاری که تمامی دستگاه های آن اتوماتیک CNC هستند، پرداخت کاری انجام گرفته و سطوح اضافه باقی مانده در عملیات فورج شیر گازی کلاس 800 حذف می شوند. در مرحله بعد برای مونتاژ کردن بال و استم و سیت و غیره در واحد تولید مونتاژ می شوند. واحد بعدی بال ولو کلاس 800 مورد تست هیدرو استاتیک، بازرسی چشمی و غیره قرار می گیرد و در نهایت به واحد بسته بندی کالا ارسال می شود.

معرفی کامل بال ولو فولادی دنده کلاس 800
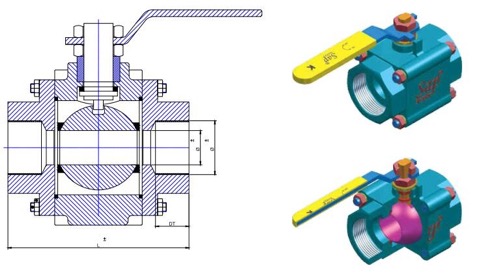
- بدنه شیر توپی فولادی کلاس 800
بدنه شیر گازی یا توپی کلاس 800 به دو روش فورج گرم و سرد تولید می شود. انتخاب روش مناسب بستگی به سایز و تیراژ تولید دارد. اگر سایز شیر توپی کلاس 800 کوچک و تعداد تولیدی کم باشد، برای صرفه جویی در هزینه های تولید از روش فورج سرد استفاده می شود. بدنه شیر توپی کلاس 800 به دو روش دو تکه و سه تکه فولادی مونتاژ می شود. در روش ساخت شیر دو تکه، بخش خروجی شیر با بخش مرکزی به صورت به هم پیوسته تولید می شود و حالت یک تکه فورج دارد. در مرحله بعد بخش ورودی بال و سیت بر روی بخش اول مونتاژ می شود.
- بال شیر توپی فولادی کلاس 800
بال شیر توپی کلاس 800 از استیل 304 و304L استیل 316 و استیل L316 تولید می شود. به دلیل فشار بالا در این کلاس کاری تا 140 بار میباشد . بال شیر توپی کلاس 800 باید با دستگاه CNC پنج محور تولید شود و توپی تولید شده، شکل کروی و سطحی پرداخت شده و براق داشته باشد.
- سیت بال ولو فولادی کلاس 800
سیت شیر توپی کلاس 800 با توجه به میزان خورندگی و فشار سیال از سیت های تفلون (PTFE)، استیل 304، استیل 316، استیل 316L و استیل F 316 L تولید می شود. که تست انجام میشود که این سیت وظیفه آببندی بین بال شیر توپی کلاس 800 و بدنه را انجام می دهد به هیچ عنوان نشتی نداشته باشد.

شرکت تامین تجهیز استیل اول
وارد کننده شیر آلات صنعتی میباشد برای استعلام قیمت رقابتی با این مجموعه تماس بگیرید.
